アクリル板の曲げ加工|熱曲げの基本とコツ・失敗しないポイント
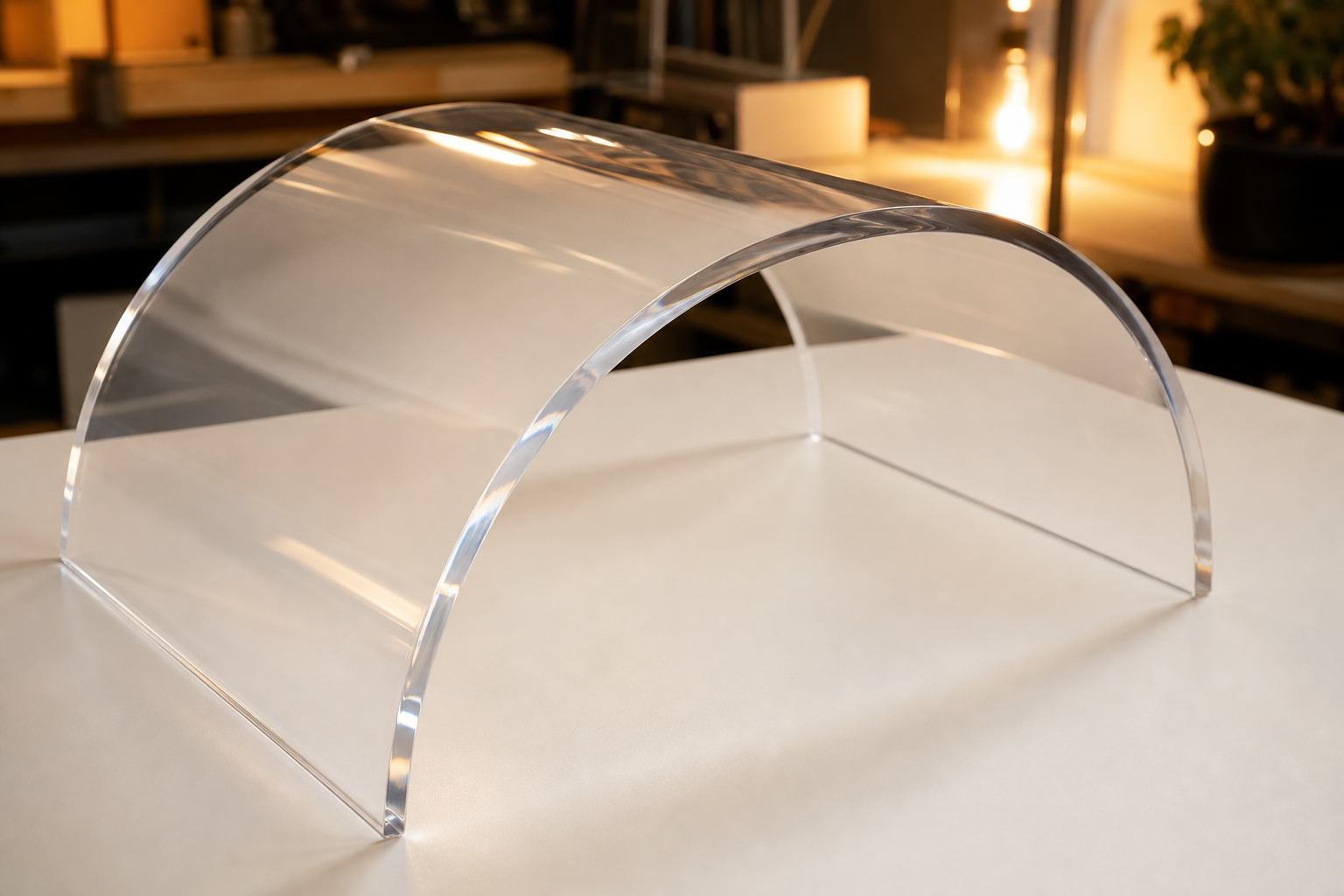
アクリル板は透明で美しく、ディスプレイや家具・インテリアの部材として幅広く使われています。そのアクリル板を熱で曲げて自由な形に加工するのが「熱曲げ加工」です。この記事では、アクリル板の曲げ加工の基本的な仕組みと手順から、必要な道具・よくある失敗と対策・アニール処理まで、加工のプロがわかりやすく解説します。

アクリル板って熱を加えると曲げられるって知っていましたか?「どうやって曲げるの?」「失敗しない方法は?」と思っている方のために、この記事ではアクリル板の熱曲げ加工の基本と失敗しないコツを先輩社員に教わりながら解説します。ぜひ参考にしてください!
もくじ
アクリル板の曲げ加工とは?基本的な仕組み
アクリル板(PMMA)は熱可塑性プラスチックの一種です。熱可塑性とは、加熱すると軟化し、冷やすと硬化する性質のことで、この性質を利用して自由な形に曲げることができます。
曲げ加工の基本的な流れは、「加熱して軟化させる」→「目的の形に曲げる」→「冷却して固定する」の3ステップです。アクリル板は加熱温度の目安が150~170度前後(代表値)程度になると十分に軟化し、曲げ加工が可能になります。
加工方法は大きく2種類に分かれます。
| 加工方式 | 特徴 | 向いている用途 |
|---|---|---|
| 局部加熱(ヒーター線・ストリップヒーター) | 曲げたい箇所だけを線状に加熱。直線曲げに最適 | L字・U字・箱型などの直線折り |
| 全体加熱(オーブン・温風炉) | シート全体をムラなく加熱。複雑な3次元形状に対応 | なだらかな曲面・真空成型・複合曲げ |

【方法1】局部加熱(ストリップヒーター)で直線曲げ
ストリップヒーター(線状ヒーター)は、曲げたいラインだけを集中的に加熱するための専用道具です。DIYでアクリル板を折り曲げる際に最も一般的な方法で、L字・U字・箱型などの直線的な折り曲げ加工に適しています。市販のアクリル曲げヒーターのほか、ニクロム線を活用した自作ヒーターを使うこともあります。
必要な道具
- ストリップヒーター(アクリル曲げヒーター):線状に加熱できるタイプ
- 定規・マーカー:曲げ位置の正確なマーキング用
- クランプ・当て木・型材:曲げた形を固定するため
- 耐熱手袋:作業中の火傷防止
- マスキングテープ:傷防止(保護フィルムを剥がす前の保護)
直線曲げの手順
- 曲げ位置をマーキング:曲げたいラインをマーカーや細テープで明確にしておく。保護フィルムは加熱前まで貼ったまま作業すると傷防止になる。
- ストリップヒーターで加熱:曲げラインをヒーター上にのせ、加熱する。アクリル板が十分に軟化するまでゆっくりと加熱する。急激な加熱や局所過熱は避けること。
- 軟化を確認して曲げる:アクリルが柔らかくなったら(自然に重力でたわむ程度が目安)、素早く目的の角度に曲げる。型や当て木を使うと正確な角度を出せる。
- 冷却して固定:曲げた状態を保ちながら、クランプや型材で固定して冷却する。急冷(水冷や送風)は白化・残留応力の原因になるため、自然冷却が基本。
- 保護フィルムを剥がして仕上げ:完全に冷えてから保護フィルムを剥がし、断面や表面の状態を確認する。
アクリル加工専門スタッフからのアドバイス
 株式会社ヒョーシン
入社4年目 田中くん |
| DIYでアクリル板を曲げるとき、一番よくある失敗が「曲げた直後に急いで水で冷やしてしまう」ことです。アクリルは急冷すると内部に応力が残り、白く濁ったり後からひびが入ったりする原因になります。必ず自然冷却で、しっかり固まるまで手を離さないことが大切です。あと、保護フィルムは加熱直前まで貼ったままにしておくと傷防止になりますよ。 |

【方法2】全体加熱(オーブン・温風炉)で自由成型
アクリル板全体をオーブンや温風炉でムラなく加熱する方法は、複雑な曲面・3次元的な成型に向いています。シート全体が均一に軟化するため、なだらかな曲面や複合曲げを実現できます。また、真空成型と組み合わせると型に沿った複雑な形状にも対応できます。
全体加熱の手順
- オーブンを予熱:あらかじめ目標温度(一般的に150~170度前後・代表値)に予熱しておく。温度ムラがないことを確認する。
- アクリル板を水平に設置:変形しないよう平らな耐熱トレーや格子状の支持台にのせ、オーブン内に入れる。
- 加熱(板厚に応じた時間):板が自重でわずかにたわみ始めるまで加熱する。均一に軟化しているかを確認しながら進める。
- 取り出して成型:耐熱手袋を使い迅速に取り出し、あらかじめ用意した型や治具に当て、目的の形に成型する。作業は素早く行うこと。
- 冷却・固定:型に固定したまま自然冷却させる。完全に硬化するまで型から外さないこと。

加熱温度と加熱時間の目安(板厚別)
アクリル板の曲げ加工に必要な加熱温度の目安は150~170度前後(代表値)です。板の厚みによって必要な加熱時間が変わり、厚い板ほど内部まで熱が伝わるのに時間がかかります。以下は一般的な目安です(代表値・材質や設備により異なる)。
| 板の厚み | 加熱方式 | 加熱時間の目安(代表値) | 注意点 |
|---|---|---|---|
| ~2mm | ストリップヒーター | 数分程度(薄いため短め) | 過加熱・表面荒れに注意 |
| 2~5mm | ストリップヒーター | 数分~10分程度 | 厚みに応じて時間を延長 |
| 5mm以上 | ストリップヒーター / オーブン | 10分以上が目安 | 内部まで均一加熱が必要 |
| 薄板(全体成型) | オーブン全体加熱 | 数分~板厚に応じて延長 | 温度ムラに注意 |
アクリル加工専門スタッフからのアドバイス
 株式会社ヒョーシン
中川工場長 |
| 工場での曲げ加工で気をつけているのは加熱ムラをなくすことです。ストリップヒーターの場合は、ヒーター上に板を均等に置いて両面から同じように熱が入るようにしています。全体加熱の場合はオーブン内の対流が均一かどうかを事前に確認します。特に厚い板は外側だけ軟化して内側がまだ硬い状態で無理に曲げると、内部にひずみが残って後から割れることがあるので、しっかり時間をかけて内部まで温めることが重要です。 |
曲げ加工のよくある失敗と対策
失敗1:白化(クレージング)・濁り
曲げた部分や表面が白く濁る現象は、急冷や過加熱によって内部に応力が残ることで発生します。また、加熱中に水分や溶剤が付着していた場合にもクレージング(微細なひびによる白濁)が起きることがあります。
対策:冷却は必ず自然冷却で行う。加熱前にアクリル表面の水分・汚れをよく拭き取る。加熱温度を高くしすぎない。
失敗2:しわ・波打ち・変形のムラ
曲げた部分や周辺にしわや波打ちが生じるのは、加熱が不均一だった場合や、曲げ方向が不安定だった場合に起こります。薄板では特にこの現象が出やすくなります。
対策:ヒーターと板を均等に当てる。曲げる際は左右対称に力をかける。型や治具を使って均一に押さえながら成型する。
失敗3:スプリングバック(戻り)
曲げた直後は正しい角度に見えても、冷却後に少し元の形に戻ってしまう現象を「スプリングバック」と呼びます。アクリル板を含むプラスチック全般に見られる特性です。
対策:目標の角度より少し多めに曲げて型にセットする(スプリングバック分を見越した設計)。または型の中で完全に冷却し固定する時間を十分に取る。
失敗4:表面の荒れ・気泡
過加熱によってアクリル表面が荒れたり、内部に気泡が発生したりすることがあります。特に高温で長時間加熱し続けると起きやすくなります。
対策:加熱温度を適切な範囲に保つ。加熱時間を長くしすぎない。温度が均一に管理できる設備を使用する。
キャスト板と押出板で曲げ加工に違いはある?
アクリル板には製造方法の違いからキャスト板(鋳造板)と押出板(押し出し板)の2種類があり、曲げ加工の特性が異なります。
| 種類 | 曲げ加工の特性 | 注意点 |
|---|---|---|
| キャスト板(鋳造板) | 分子量が高く、均一な成型がしやすい。耐熱・耐候性に優れる | 加熱時間が押出板より長くなる傾向 |
| 押出板(押し出し板) | 内部に成型方向の配向があり、熱によって配向が緩和されて変形しやすい | クレージングが起きやすく、加熱・冷却条件の管理が重要 |
一般的に、精密な曲げ加工にはキャスト板が向いています。押出板は安価で入手しやすいですが、熱加工時の挙動が安定しにくい場合があるため、加工条件の管理をより丁寧に行う必要があります。
アニール処理(焼鈍)で割れや応力を防ぐ
アニール処理(焼鈍)とは、加工後のアクリル板を比較的低い温度で一定時間加熱し、内部の残留応力を解放する熱処理のことです。曲げ加工後に行うことで、後からのひび割れや変形リスクを大幅に低減できます。
アニール処理の基本手順
- 加熱:アニール温度の目安は70~90度前後(代表値)です。オーブンや温風炉をこの温度に設定し、加工済みのアクリル板を入れる。
- 保持:対象物の中心まで均一に温度が行き渡るよう、板厚に応じた時間、一定温度を保持する。
- 徐冷:加熱終了後は炉内でゆっくりと冷やす。急激な温度変化は新たな応力を生む原因となるため、急冷は厳禁。
アニール処理は曲げ加工後だけでなく、切断・穴あけ・接着などの加工後にも有効です。特に接着剤を使った後の応力緩和にも効果的です。
DIYでできるアクリル曲げ加工の活用例
アクリル板の曲げ加工を活用すると、市販品では実現できないオリジナルの形状を作ることができます。以下はDIYや小ロット製作での主な活用例です。
- L字・コ字型のカバー・仕切り:機器カバーや展示ケースの仕切りに。直線曲げ1~2箇所で完成するシンプルな形
- アクリルケース(箱型):4面をL字曲げで作り、底板を接着して組み立てる。フィギュアや商品のディスプレイケースに
- 看板・サインプレート:曲げて角度をつけることで自立型のスタンド看板に
- インテリア・雑貨:ブックエンド・スマートフォンスタンド・植物プランターカバーなど
なお、アクリル板の接着方法については「アクリル板の接着方法|きれいに貼る接着剤の選び方」の記事で詳しく解説しています。

自分で曲げるか、業者に依頼するか
アクリル板の曲げ加工は、道具があれば個人でもできますが、精度・仕上がり・加工数量によっては業者に依頼した方が合理的な場合もあります。
| 項目 | DIY(自分で曲げる) | 業者に依頼する |
|---|---|---|
| 初期費用 | ヒーター機器の購入が必要 | 都度の加工費のみ |
| 精度・仕上がり | 練習が必要・ムラが出やすい | 均一・高精度 |
| 対応できる形状 | シンプルな直線曲げ中心 | 複雑な成型・大判にも対応 |
| 数量 | 少量(1~数枚)に向く | 少量~大量どちらでも |
| 板厚 | 薄板~中程度が現実的 | 厚板・特殊厚みにも対応 |
| 追加加工 | 別途自分で手配 | カット・穴あけ・接着を同時依頼可能 |
「量産が必要」「高精度の曲げが必要」「複雑な形状や厚板を加工したい」という場合は、専門の加工業者へ依頼するのが最も確実で効率的です。
アクリル加工専門スタッフからのアドバイス
 株式会社ヒョーシン
社長さん |
| アクリルの曲げ加工は「温度・時間・冷却速度」の3つを正しく管理することが成功の鍵です。20年以上アクリル加工に携わってきた経験から言うと、失敗のほとんどは急ぎすぎが原因です。加熱も冷却も急ぐと必ずひずみや白化が起きます。DIYで試みることは非常に良い経験になりますが、ロット数が増えたり精度が必要になったりした場合は、ぜひ私たちのような専門業者にご相談ください。最適な加工方法と材料選びでご希望の形状をサポートします。 |
まとめ:アクリル板の曲げ加工で失敗しない3つのポイント
アクリル板の熱曲げ加工のポイントをまとめます。
- 加熱は適温・適時間で:加熱温度の目安は150~170度前後(代表値)。加熱しすぎると表面が荒れ、加熱不足では割れる。厚い板ほど時間をかける
- 冷却は必ず自然冷却で:急冷は白化・残留応力の原因。型に固定したまま、完全に硬化するまで待つ
- アニール処理で仕上げる:加工後に70~90度前後(代表値)でアニール処理を行うと残留応力が解放され、後からの割れを防止できる
直線的な折り曲げならストリップヒーター(局部加熱)、複雑な曲面成型ならオーブン(全体加熱)が向いています。初めての加工は必ず端材でテストしてから本番に臨みましょう。
関連記事もあわせてご参照ください:アクリル板の切り方|DIYで失敗しない4つの方法・アクリル板の接着方法・透明アクリル板の選び方・アクリル板の穴あけ方法
アクリル板のカット・加工はヒョーシンネットへ
幅10~910mm・奥行10~1800mmを1mm単位でオーダーカット。厚み1~20mm、豊富なカラー、穴あけ・面取り加工にも対応。曲げ加工用の板材選びもご相談ください。
断面まで美しく仕上げるアクリル板のカット加工販売はこちら ▶