アクリル板の接着方法|きれいに貼る接着剤の選び方と失敗しないコツ
アクリル板の接着は、使う接着剤の種類と下準備で仕上がりが大きく変わります。「気泡が入ってしまった」「白く濁った(クレージング)」「すぐ剥がれた」といった失敗の多くは、接着剤の選び方・使い方の間違いが原因です。この記事では、アクリル板の接着剤の種類と特徴、きれいに貼るための準備・手順、接着方法別のコツ、押出板のクレージング対策まで、加工現場の知識をもとにわかりやすく解説します。

アクリル板を接着しようとしたら「気泡だらけになった」「白く割れた」という経験はありませんか?この記事では、アクリル板専用の接着剤の種類と選び方から、失敗しないためのコツまで、先輩社員に教わった内容をまとめて解説します。ぜひ参考にしてみてください!!
もくじ
アクリル板の接着は「接着剤の種類」選びが肝心
アクリル板の接着には、一般的な木工用ボンドや瞬間接着剤ではなく、アクリル専用の接着剤を使うことが基本です。アクリル専用の接着剤には大きく3種類あり、それぞれ特性と得意な場面が異なります。ホームセンターなどで見かける「アクリサンデー接着剤」などは、下記の溶剤型の接着剤になります。アクリサンデー接着剤は当社でも販売している接着剤です。
| 接着剤の種類 | 特徴 | 接着強度(代表値) | 向いている場面 |
|---|---|---|---|
| 溶剤型 | 低粘度・速乾。注射器で注入しやすい | 約20~40MPa | 比較的薄いアクリル板同士の接着 |
| 溶液型 | 溶剤にアクリル樹脂を溶かした中粘度タイプ | 溶剤型より高め | すき間を多少埋めたい場面 |
| 重合型(アクリル系) | 硬化後の強度が最も高い。気泡が入りにくい | 約55~60MPa | 厚板・水槽・大型看板など強度重視 |

一般的に、接着強度が最も高いのは重合型で、溶剤型の約2倍の強度が得られます(代表値。保証値ではありません)。DIYや薄板の面接着には溶剤型が使いやすく、厚板や水槽・大型パネルの製作には重合型が向いていますが、DIYでは溶剤系の接着剤で接着することが一般的です。しかし溶剤系接着剤は優れた溶解力を持つ一方で、強い毒性と発がん性が指摘されています。そのため、労働安全衛生法により「特別有機溶剤」に指定されており、従業員を雇用している会社で使用する場合は厳格な局所排気装置の設置、有機ガス用防毒マスクなどの保護具の着用、そして定期的な健康診断、定期的な作業環境の測定が法令で義務付けられていますので、DIYで使用する際には十分な換気を行った上で使用するようにして下さい。
【溶剤型接着剤】特徴と使い方
溶剤型接着剤は、有機機溶剤が主成分で、アクリルの表面を溶かして融着させる仕組みです。粘度が低くサラサラしているため、注射器(シリンジ)を使って接着部に流し込むだけで、毛細管現象で板の間に自然に広がります。速乾性があり作業しやすいのが特長ですが、接着面に隙間があると接着力が落ちるため、面が平滑なもの同士の接着に最適です。当社もこの溶剤型での接着加工を得意としています。
溶剤型の使い方(手順)
- 接着する面のマスキングをすべて剥がし、油分・汚れを中性洗剤や清潔な布でふき取る。
- 2枚の板を位置合わせして軽く固定(セロハンテープや治具を使用)。
- 注射器(シリンジ)に溶剤型接着剤を吸い込み、接着線の端から静かに注入する。接着剤は毛細管現象で自然に広がる。
- 注入後は動かさず、2~3分以上そのまま静置して硬化を待つ。完全硬化は数時間後。
- はみ出した接着剤はすぐに柔らかい肌面の布でふき取る。
一度に大量に注入すると硬化に時間がかかり強度も低下します。必要最低限の量を使い、接着後は固まるまで絶対に動かさないことが美しい仕上がりへの近道です。また溶剤は有機溶剤のため、必ず換気を確保した場所で作業してください。
【溶液型接着剤】特徴と使い方
溶液型接着剤は、溶剤にアクリル樹脂(メタクリル樹脂)を溶かして粘度を高めたものです。溶剤型より粘度が高いため、多少の隙間を埋めながら接着できるのが特長で、断面が完全に平滑でなくても接着力が出やすい点が実用的です。刷毛(ハケ)やポリエチレン製オイラー(油差し)を使って接着面に塗り広げます。硬化までは溶剤型より時間がかかる傾向がありますが、接着部が若干目立ちにくくなります。
溶液型の使い方(手順)
- 接着面の汚れ・油分を除去し、表面を細目のサンドペーパー(400番以上)で軽く仕上げる。
- 刷毛またはオイラーで均一に薄く塗布する。余分な箇所へのはみ出しを防ぐため境界はセロハンテープでマスキング。
- 2枚を合わせ、均一な圧力がかかるようにクランプや重石で固定する。
- 完全硬化まで数時間~半日程度静置する。
【重合型接着剤】強度重視の用途に
重合型接着剤(アクリル系シロップ・アクリル板用セメント)は、接着強度が最も高く、硬化後の長期的な強度低下も少ないのが最大の特長です。粘度が高く隙間も充填できるため、厚板・水槽・大型パネルの全面接着、突き合せ接着などに向いています。硬化には触媒(助剤)を添加して反応を開始させるタイプが多く、硬化時間は温度・希釈量により2~6時間程度かかります。
助剤の添加量・混合比は製品指定通りに守ること。硬化前に位置がずれると修正が困難です。大面積の全面接着では、板の端から徐々に合わせていく「プール法」などで気泡を追い出しながら接着します。広い面積への塗布量の目安は一般的に1.0~2.5kg/m2程度(代表値)です。
アクリル加工専門スタッフからのアドバイス
 株式会社ヒョーシン
中川工場長 |
| 工場での接着作業では「接着剤の選択と接着面の仕上げ精度」が仕上がりを大きく左右します。溶剤型は面精度が高ければ透明感のある美しい接着ができますが、接着面に少しでも凹凸やごみがあると気泡や白濁の原因になります。重合型は強度が高い反面、触媒の混合比を誤ると硬化不良になることも。用途に合った接着剤を選び、丁寧な下準備をすることが、きれいな仕上がりへの一番の近道です。 |
接着前の必須準備|きれいに仕上げる3つのポイント
どの接着剤を使う場合でも、接着前の下準備が仕上がりを決めるといっても過言ではありません。特に重要な3つのポイントを解説します。
1. マスキングを剥がし、面を清浄にする
アクリル板の表面にはマスキングフィルムや紙が貼られています。接着前は必ず剥がし、マスキングの糊が残っている場合はぬるま湯を含ませた布でふき取ります。油分がある場合は中性洗剤でふいてから水気を完全に乾燥させてください。わずかな汚れや水分が接着面に残ると、気泡・白濁・接着不良の原因になります。
2. 接着面をサンドペーパーで仕上げる
鋸でカットした断面など、凹凸が激しい面はそのまま接着しても均一に接着剤が行き渡りません。特に溶剤型・溶液型を使う場合は、細目のサンドペーパー(400~1000番)で仕上げることで接着強度が大幅に向上します。あるテストでは、60番と1000番のサンドペーパー仕上げで接着強度に約2割の差が出たという結果もあります(内部技術資料より)。
3. アニーリング(焼鈍)で内部応力を除く
機械加工(切断・穴あけ)や熱加工(曲げ)を行ったアクリル板には、加工ひずみ(内部応力)が残っています。この状態で溶剤型接着剤を塗ると、クレージング(微細なひび割れ)が発生しやすくなります。これを防ぐには「アニーリング(焼鈍)」が有効です。一般的な目安として70~80度の加熱炉で2~3時間加熱したあと自然冷却します(代表値。板の種類・厚みにより異なります)。
接着方法の種類と特徴(面接着・突き合せ・直角)
アクリル板の接着には、目的や形状に応じていくつかの接着方法があります。それぞれの特徴を理解して正しく使い分けましょう。
面接着(重ね合わせ接着)
2枚の板を重ね合わせる接着方法。ディスプレイの貼り文字、大判板の継ぎ合わせなどに使います。低粘度の溶剤型接着剤を注射器で端から注入すると、毛細管現象で板の間に自然に広がります。接着部以外への流出を防ぐため、水平な台の上で作業することが重要です。重合型を使う場合は板全面に均一に伸ばしてから徐々に合わせていきます。
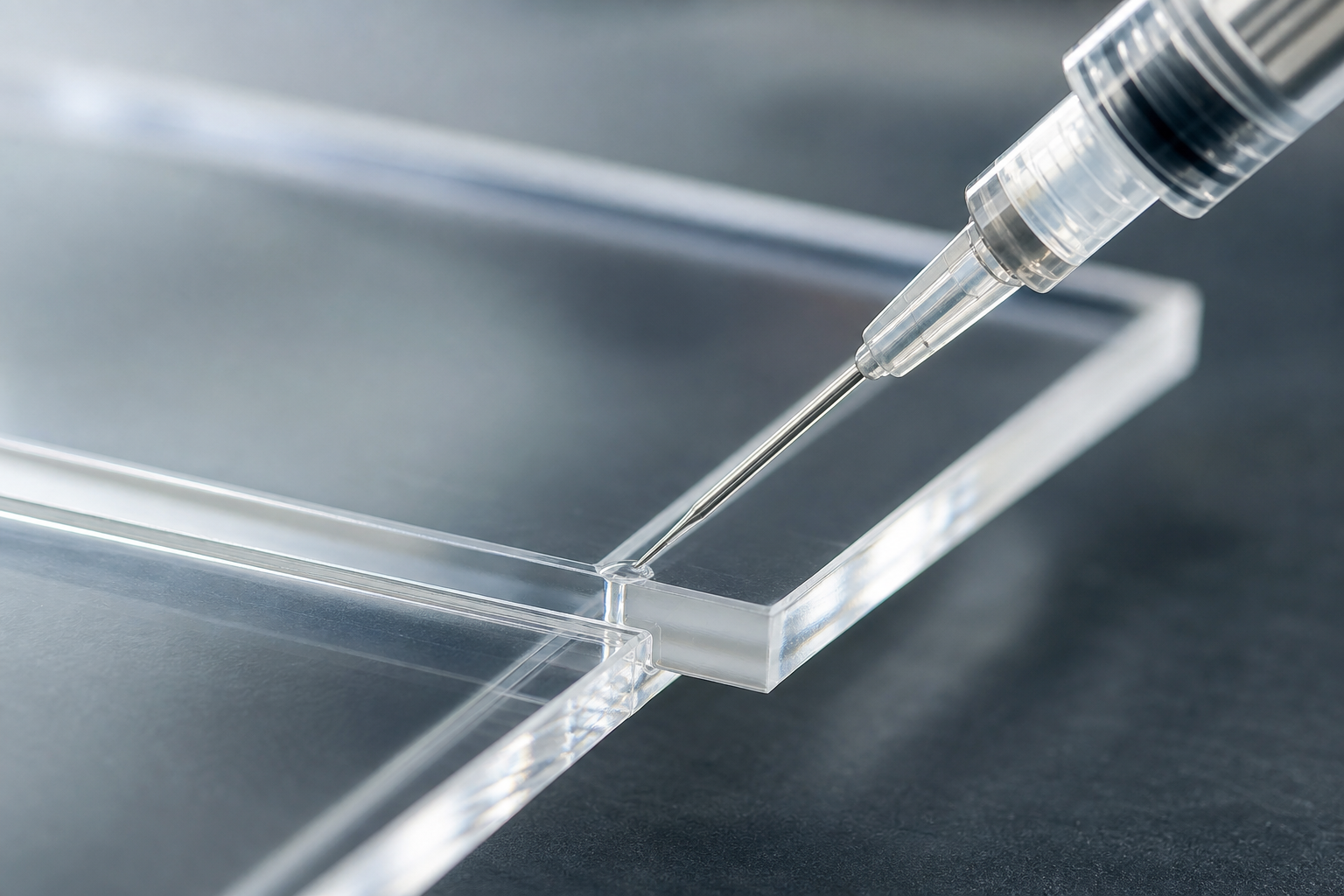
突き合せ接着(端面同士の接着)
板の端面(断面)同士を突き合わせて接着する方法です。接着面積が小さいため、溶液型・重合型など粘度の高い接着剤を使うことで十分な接着強度が得られます。接着面をV字またはY字にカットして接着剤の充填量を増やすことも有効です。治具などで固定して動かさないようにすることが成功のポイントです。
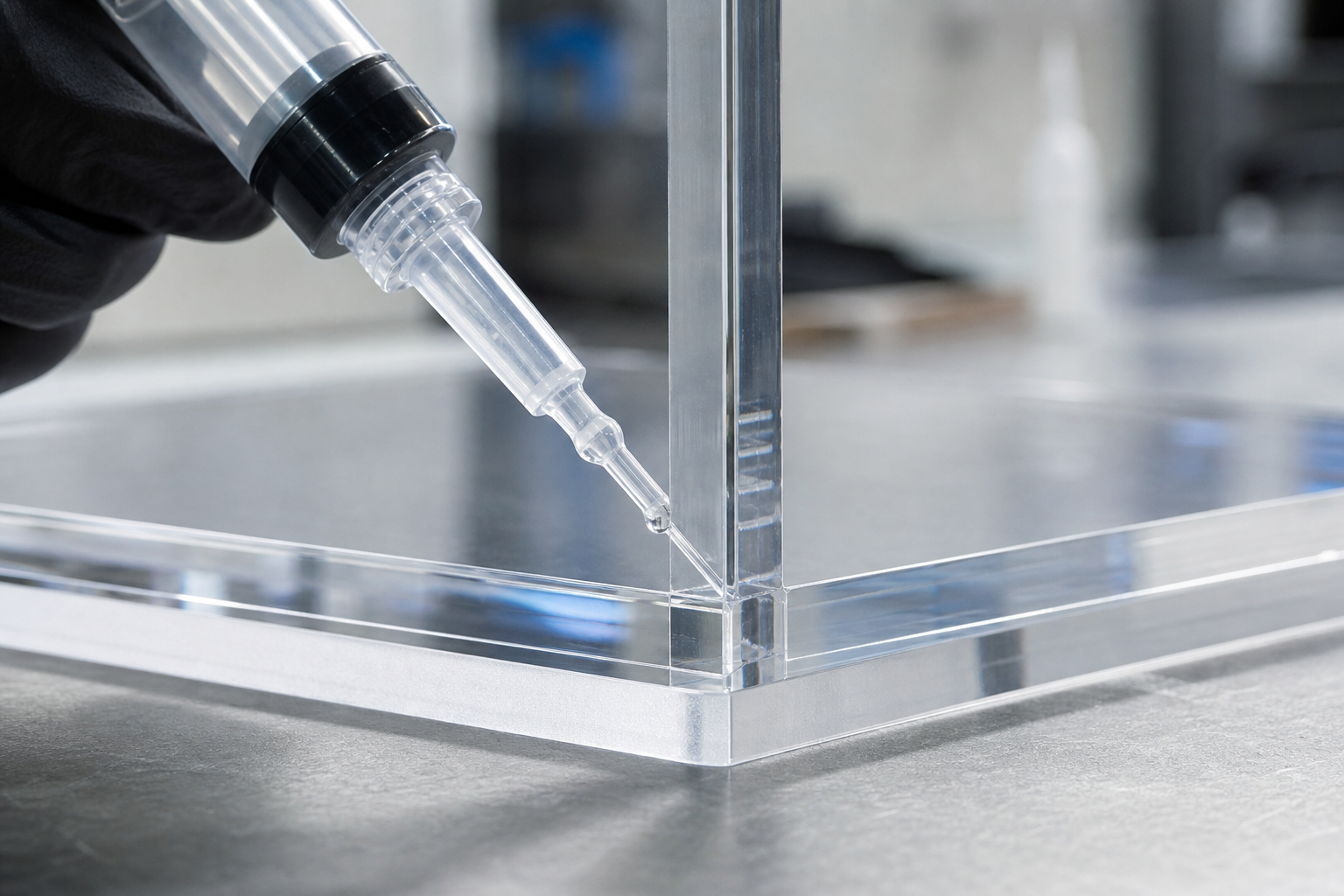
直角接着(L字・箱型の組み立て)
水槽・ボックス・ケースなど、直角に組み立てる接着方法です。各面が直角になるよう固定してから接着剤を流し込みます。隅部(コーナー)は応力が集中しやすいため、重合型接着剤でしっかり充填するのが理想です。接着後は十分な硬化時間を取ってから荷重をかけてください。
| 接着方法 | 向いている用途 | おすすめ接着剤 | 注意点 |
|---|---|---|---|
| 面接着(重ね合わせ) | 貼り文字・パネル継ぎ | 溶剤型(注射器注入) | 気泡が入らないよう端から注入 |
| 突き合せ接着 | フレーム・直線継ぎ | 溶液型・重合型 | 面積が小さいため高粘度を選択 |
| 直角接着 | 水槽・ボックス・ケース | 重合型 | 固定治具で直角を保持して硬化 |
| 全面接着(大判) | 看板・ステージパネル | 重合型(希釈して使用) | プール法やへら法で均一に広げる |
押出板のクレージングに注意|接着で失敗しないために
アクリル板には「キャスト板」と「押出板」の2種類があります。一般的に押出板は分子量が低めで溶剤に溶けやすいため接着は速い反面、溶剤に対するクレージング(白濁・微細割れ)が起こりやすいという特性があります。
特に機械加工や熱成形後の押出板を接着する際は、接着部付近にクレージングが発生しやすいため、以下の点に注意してください。
- 接着前にアニーリング(70~80度・2~3時間の加熱)で加工ひずみを除去する
- 溶剤の使用量を必要最低限にする(余分に塗りすぎない)
- 接着面への溶剤の長時間放置を避ける
- 溶剤をこぼした場合は、すぐモノマーを含ませた布でふき取る(乾いた布は摩擦でクレージングを悪化させる)
一度クレージング(白いひび割れ・白濁)が起きてしまうと元に戻すのは困難です。事前のアニーリングと溶剤量のコントロールが最も効果的な予防策です。重要な製品・パーツは試作テストをしてから本番に臨むことをおすすめします。
接着がうまくいかないときの原因と対処
| 症状 | 主な原因 | 対処法 |
|---|---|---|
| 気泡が入る | 接着剤の注入が多すぎる/急いで合わせた | 少量ずつ注入・端から徐々に合わせる |
| 白く濁る(クレージング) | 内部応力が残った板に溶剤が作用 | 接着前にアニーリングを実施 |
| 接着が弱い・剥がれる | 接着面の汚れ・油分・凹凸 | 面の清浄化・サンドペーパー仕上げ |
| 硬化しない | 重合型の触媒量が不足・混合不均一 | 規定量の触媒を均一に混合 |
| はみ出しが目立つ | 接着剤が多すぎる | 境界をセロハンテープでマスキング |
アクリル加工専門スタッフからのアドバイス
 株式会社ヒョーシン
入社4年目 田中くん |
| DIYでアクリルの接着に挑戦するときに一番多い失敗が「接着剤を塗りすぎること」です。多ければ強くなると思いがちですが、溶剤型は特に少量で十分で、多すぎると硬化時間が延びたり、逆に強度が落ちたりします。ポイントは「少量を均一に、焦らずゆっくり」。そして接着後は絶対に動かさないことです。最初は端材で練習してから本番に臨むのがおすすめです! |
アクリル板と他素材の接着|注意点
アクリル板を他の素材と接着する場面もあります。素材の組み合わせによって使える接着剤が変わります。
- アクリル板同士:溶剤型・溶液型・重合型のいずれも使用可
- アクリル板 × 塩化ビニール(PVC):溶剤型または専用接着剤。ただし塩化ビニール用溶剤はアクリルに影響することがあるため事前テストを推奨
- アクリル板 × 金属・木材:溶剤型は無効。エポキシ系接着剤・シリコン系接着剤など、異素材対応の接着剤を使用する
- アクリル板 × ガラス:UV硬化型アクリル系接着剤が一般的
溶剤型接着剤はアクリル同士の接着専用と理解しておくと失敗が減ります。異素材との接着は、必ず対応する接着剤を確認してから使用しましょう。
まとめ:接着剤の選択と下準備が美しい仕上がりの鍵
アクリル板の接着を成功させるには、接着剤の種類の選択と接着前の下準備が最も重要です。D薄板の面接着には溶剤型(注射器注入)、すき間を埋めたい場面には溶液型と、用途に合った接着剤を選ぶことが第一歩です。
そして接着前の「面の清浄化」「サンドペーパー仕上げ」「アニーリング」の3つを丁寧に行うだけで、気泡・クレージング・剥がれのほとんどは予防できます。押出板は特にクレージングが起こりやすいため、溶剤の量と事前のアニーリングに気をつけましょう。
「接着面の精度が必要」「複雑な形状に接着したい」「大きなパネルを美しく接着したい」という場合は、加工のプロへのオーダー依頼が確実で、仕上がりも大きく違います。
アクリル加工専門スタッフからのアドバイス
 株式会社ヒョーシン
社長さん |
| アクリルの接着は「素材の特性を理解した接着剤選びと丁寧な準備」で、素人の方でも十分きれいに仕上げることができます。当社では日々接着加工を日々行っていますが、プロでも下準備の8割が仕上がりを決めると感じています。また使用する接着剤も独自配合した接着剤を使用しています。「接着が難しそう」「プロに任せたい」というお客様は、オーダー加工のご相談もお気軽にどうぞ。寸法カットから接着・組み立てまでまとめてご対応できます。 |
関連記事:アクリル板の切り方|DIYで失敗しない4つの方法とキレイに仕上げるコツ
関連記事:アクリル板の穴あけ方法|割れないコツと工具選び完全ガイド
アクリル板のカット・加工はヒョーシンネットへ
幅10~910mm x 奥行10~1800mmを1mm単位でオーダーカット。厚み1~20mm、豊富なカラー、穴あけ・面取り加工にも対応。価格はその場で自動見積りで確認できます。
1枚から注文できるアクリル板カットサービスはこちら ▶