アクリル板の磨き方・キズ取り完全ガイド|ヤスリ番手と断面仕上げのコツ

アクリル板をカットした後の断面が白く濁ってしまった、使用中に細かい傷がついてしまった――そんな悩みを解決するのが「磨き」の技術です。アクリル板は透明度が高く美しい素材ですが、傷がつきやすく、カット後の断面は白濁することがあります。この記事では、アクリル板の断面磨き・表面キズ取り・鏡面研磨の方法を、ヤスリの番手選びから手順まで詳しく解説します。

アクリル板を自分で磨いてキレイに仕上げたいけど、「どの番手のヤスリを使えばいいの?」「傷は消せる?」と迷っている方も多いですよね。この記事では、断面の磨き方から表面キズ取り・鏡面仕上げまで、加工のプロに教わった手順をわかりやすくご紹介します。ぜひ最後まで読んでみてください!!
もくじ
アクリル板の磨きが必要になる場面
アクリル板を加工する際に「磨き」が必要になるのは、主に次の2つの場面です。
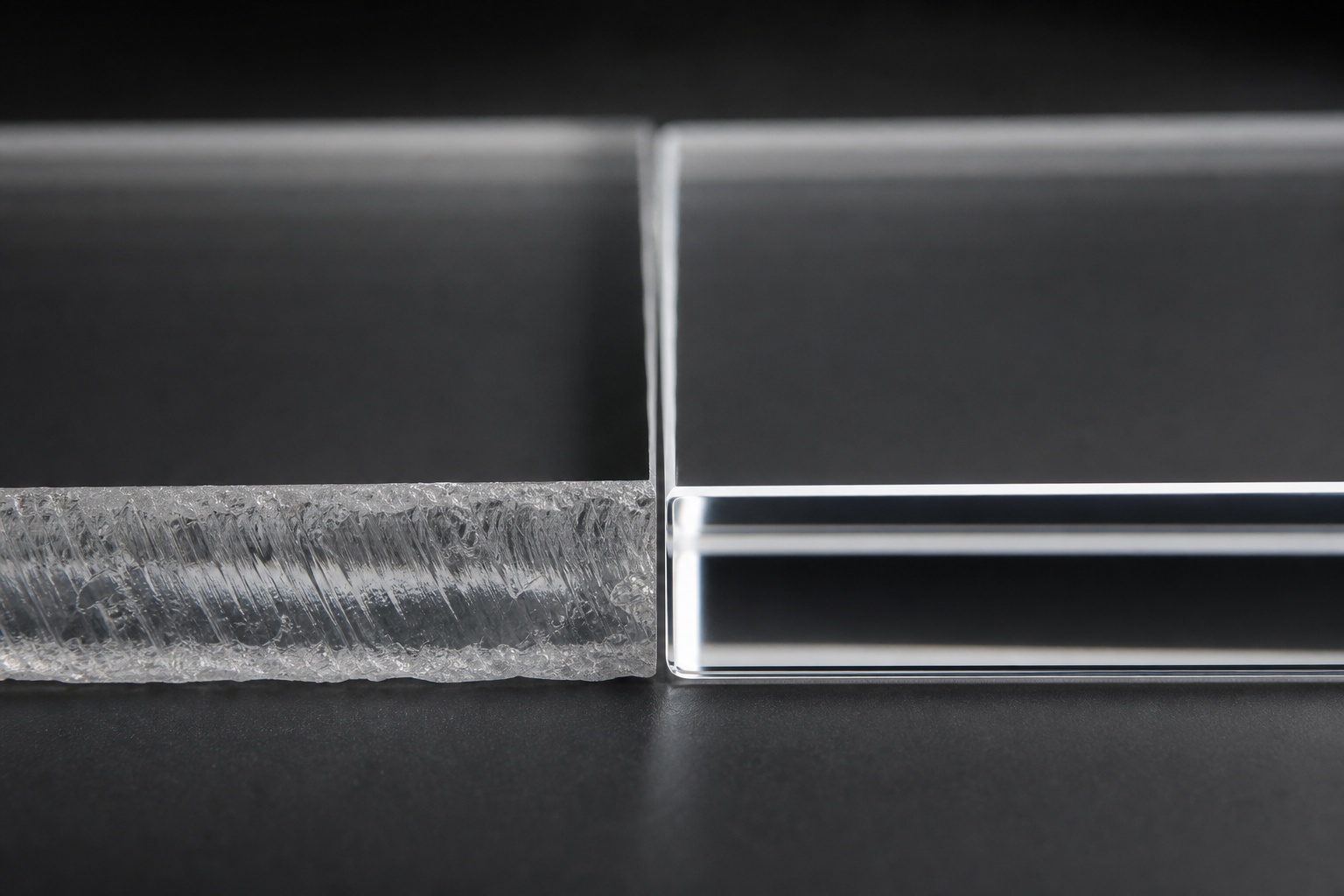
- カット後の断面仕上げ:のこぎりやカッターで切断した後の断面は、細かい傷や白濁が生じています。この切断面を透明に仕上げるには研磨が必要です。
- 表面の傷消し・透明度の回復:使用中についた引っかき傷や、曇ってしまった表面の透明度を取り戻すために磨きます。
アクリル板は透明度が高い反面、表面が傷つきやすい素材です。ヤスリや研磨剤を使った正しい磨き方を知ることで、DIYでもプロに近い仕上がりを目指せます。
アクリル板のカット自体については、こちらの記事も参考にしてください。
アクリル板の切り方|DIYで失敗しない4つの方法とキレイに仕上げるコツ
磨きに必要な道具と材料一覧
断面磨きや表面のキズ取りには、用途に合った道具をそろえることが大切です。
ヤスリ(サンドペーパー)の種類と番手
アクリル板の研磨では、番手(粗さ)の順番が仕上がりを左右します。荒い番手から順に細かくしていくのが基本です。技術資料に基づく一般的な番手の目安(代表値)は次の通りです。
| 工程・用途 | 推奨番手(代表値) | 特徴 |
|---|---|---|
| 荒仕上げ(バリ取り・深い傷) | #120前後 | 粗削りで大きな凹凸を取り除く |
| 中仕上げ(面を整える) | #180~#350 | 前工程の傷を消し面を均一にする |
| 細仕上げ(透明感に近づける) | #600 | 水付けしながら使うと効果的 |
| 並仕上げ(表面をなめらかに) | #800 | 水研ぎが基本。透明感が増す |
| 鏡面仕上げ(最終工程) | コンパウンド+バフ | ネル布・キャラコ布で磨き上げる |
水を付けながら使う「水研ぎ」は、摩擦熱の発生を抑えながら細かい傷を均一に消せる方法です。市販の耐水ペーパーを使用しましょう。
研磨剤・コンパウンドの種類
ヤスリで研磨した後の最終仕上げには、コンパウンド(研磨剤)を使います。技術資料で確認できる研磨剤としては、液状またはペースト状のプラスチック用研磨剤、金属みがき剤などが有効です(代表例)。これをネル布やキャラコ布に少量含ませて磨くと、透明感のある仕上がりになります。
研磨に必要な道具の一部は、切る・磨くためのアクリル加工アイテムとしてご確認いただけます。
【断面磨き】カット後の切り口を仕上げる手順
アクリル板を切断した後の断面(切り口)は、そのままでは白濁・ギザギザした状態です。透明感のある断面に仕上げるには、以下の3ステップで丁寧に研磨していきます。
Step1 バリ取り・荒磨き(粗めの番手)
まず、荒いサンドペーパー(目安:#120程度・代表値)を使って、バリや大きな凹凸を取り除きます。ヤスリは断面に対して均一に当て、一方向にゆっくり動かします。この工程では断面の白濁を完全に取ることは目的にせず、大きな段差・ギザギザをなくすことに集中します。
Step2 中番手で均一に研磨する
次に、#180~#350のサンドペーパー(代表値)で前工程の傷を消しながら面を整えます。荒い番手でついた傷が完全に消えるまで丁寧に磨きます。続いて#600の耐水ペーパー(代表値)に切り替え、水を付けながら(水研ぎ)磨きます。水が潤滑剤になり、摩擦熱を抑えながら面をさらになめらかにできます。
Step3 仕上げ研磨とコンパウンドで透明に
最後に#800の耐水ペーパー(代表値)で水研ぎした後、コンパウンドをネル布・キャラコ布に少量取り、円を描くように磨いて仕上げます。正しく工程を踏めば、断面がガラスのような透明感に近づきます。
寸法精度が必要な場合や枚数が多い場合は、断面まで仕上げたアクリル板のカット加工販売を活用すると、時間と手間を大幅に省けます。
アクリル加工専門スタッフからのアドバイス
 株式会社ヒョーシン
入社4年目 田中くん |
| 断面磨きでよくある失敗は、「番手を飛ばして細かいヤスリでゴシゴシやってしまう」ことです。荒い番手の傷は細かいヤスリでは消えません。必ず順番通りに進めてください。また、水研ぎをするときは常に水をたっぷり使って摩擦熱を逃がすのが大事です。アクリルは熱で白濁・変形しやすいので、乾燥した状態で強く磨くのは禁物です。 |
【表面磨き】傷消し・透明度を上げる磨き方
使用中についた引っかき傷や曇りを取り除く「表面磨き」も、断面磨きと同じ考え方で対処できます。
浅い傷はコンパウンドで修復できる
表面の浅い引っかき傷や軽い曇りは、コンパウンドだけで修復できることが多いです。液状またはペースト状のプラスチック用研磨剤をやわらかい布(ネル布など)に少量取り、傷に対して円を描くように磨きます。力を入れすぎず、均一に磨くのがポイントです。
深い引っかき傷を直す手順
爪が引っかかるような深い傷には、まずサンドペーパーで傷を含む面全体をならしてからコンパウンド仕上げに進みます。
- 耐水ペーパー(#800程度・代表値)を水研ぎで、傷の周辺が均一になるまで磨く。
- 前の傷が消えたら、コンパウンドで仕上げ磨きをする。
- 最終的にネル布で乾拭きして透明感を確認する。
傷の深さによっては完全に消えない場合もあります。傷が深いほど広い面積を磨く必要があるため、作業に時間がかかります。
歯磨き粉で傷を消す方法はある?
「歯磨き粉でアクリルの傷が消える」という情報を見かけることがあります。歯磨き粉には微細な研磨剤が含まれているため、ごく浅い傷や軽い曇りに対して応急処置として使えることがあるのは確かです。ただし研磨力はコンパウンドより低く、本格的なキズ取りや透明度の回復には不向きです。プラスチック用コンパウンドと適切なヤスリを使った手順の方が確実です。
鏡面仕上げ(透明度を最大限に引き出す)の手順
断面や表面をガラスのような鏡面に仕上げる場合は、より細かい工程が必要です。技術資料(代表値)に基づくと、鏡面光沢が必要な場面では次の工程が推奨されます。
鏡面仕上げの推奨工程(番手の順序)
- カンナ・プレーナーによる切削仕上げ(機械加工の場合)または荒いヤスリで面を整える。
- サンドペーパー #180~#350(代表値) で研削。
- 耐水ペーパー #600(代表値) で水研ぎ。
- 耐水ペーパー #800(代表値) で水研ぎ。
- ネル布・キャラコ布によるバフ仕上げ(コンパウンド使用)。
この工程を丁寧に行うことで、プラスチック素材ながら高い光線透過率を活かした透明な仕上がりが得られます。各工程で「前の番手の傷が完全に消えてから次へ進む」ことが、透明感を出すための最大のポイントです。
磨き作業の注意点とよくある失敗
摩擦熱による白濁・バフ焼けに注意
アクリル板を磨く際に最も多い失敗が、摩擦熱による白濁・バフ焼けです。スピードを上げすぎたり、乾いたまま強く磨いたりすると、アクリルの表面が熱で軟化し透明度が失われます。特に電動バフを使う場合は、過熱しないよう適切な速度と圧力を守ることが重要です。水研ぎを積極的に活用することで、この問題を大幅に防げます。
押出板は強い圧力をかけない
アクリル板には「押出板」と「キャスト板」の2種類があります。押出板はキャスト板に比べて研磨時の熱に敏感で、強い圧力でバフをかけると光沢を失ったり、残留応力でクレージング(細かいひび割れのような白濁)が生じることがあります。押出板を磨く場合は、やや軽い力で丁寧に仕上げましょう。
アクリル加工専門スタッフからのアドバイス
 株式会社ヒョーシン
中川工場長 |
| 工場での断面仕上げは、機械カット後にカンナ・プレーナーで平滑化、または単結晶ダイヤで鏡面仕上げ・バフ研磨をかけます。機械による均一な圧力と速度管理が、手作業より安定した透明度の高い仕上がりを生みます。DIYで磨く場合は、手作業が中心になると思いますが急がず番手の順番を守ることが最も大切です。また、研磨後はアニーリング(焼鈍処理)を行うことで、加工中に生じた内部応力を解放でき、長期的な安定性も高まります。大量の断面処理や精度が必要な場合は、ぜひ業者への依頼も検討してみてください。 |
仕上げ精度の目安と用途別の選び方
磨きの仕上げ程度は、用途によって使い分けるのが合理的です。技術資料(代表値)に基づいた仕上げ精度の目安は次の通りです。
| 仕上げ程度 | 推奨工程(代表値) | 向いている用途 |
|---|---|---|
| 光沢のみ | 切断後 → バフ仕上げ | 見た目重視でない棚板・構造材など |
| 光沢+平滑性 | 切断 → カンナ → バフ | 展示ケース・棚板など |
| より高い平滑性 | 切断 → カンナ → シケラップ → バフ | ディスプレイ・水槽など |
| 鏡面光沢 | 切断 → カンナ → #180~#350 → #600 水研 → #800 水研 → ネルバフ | 光学部品・高品質展示品など |
日常的なDIYや棚板の断面仕上げなら「光沢+平滑性」程度で十分なことが多いです。ディスプレイケースや展示品には「より高い平滑性」、光を通す用途や美観を最重視する場合は「鏡面光沢」を目指しましょう。
まとめ:磨きの基本とプロのオーダーカットという選択肢
アクリル板の磨き・キズ取りのポイントをまとめます。
- 番手の順番を守る:荒い番手から順に細かくする(#120 → #180~#350 → #600 → #800 → コンパウンド)。
- 水研ぎを活用する:#600以上では水を付けながら磨くことで摩擦熱を抑え、均一に仕上がる。
- 摩擦熱に注意:過熱するとアクリルが白濁・変形するため、力を入れすぎず一定のペースで磨く。
- 押出板は弱い力で:キャスト板より熱に敏感。強くバフをかけると光沢を失いやすい。
- 浅い傷はコンパウンドで:表面の軽い傷はコンパウンドだけで修復できる場合が多い。
- 深い傷・鏡面仕上げはヤスリから:段階的な番手で研磨してから最終仕上げに進む。
磨き作業はひと手間かかりますが、正しい手順で行えばDIYでも美しい透明感を取り戻せます。断面仕上げが大変・枚数が多い・精度が必要という場合は、最初から断面まで仕上げた状態で届くオーダーカットサービスを選ぶと、時間と労力を大幅に節約できます。
断面仕上げ済みのアクリル板が欲しいなら
サイズ・厚みを1mm単位で指定できるオーダーカットサービス。磨く手間なくプロ品質の断面でお届けします。1枚から注文可能で、価格はその場で自動見積りで確認できます。
アクリル板のサイズオーダー・お見積りはこちら
